一、焊接表面的处理
印制电路板、电器设备的接线引出端等焊接表面,在焊接前必须进行处理,清除金属表面的氧化层和黏污物,以便于牢固焊接。
1.印制电路板的处理
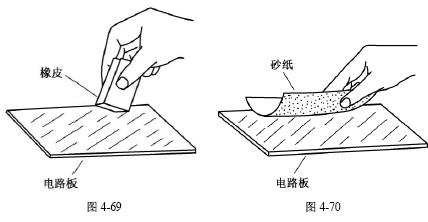
印制电路板制好后,首先应彻底清除铜箔面氧化层,一般情况下可用擦字橡皮擦除,这样不易损伤铜箔,如图4-69所示。有些印制电路板,由于受潮或存放时间较久,铜箔面氧化严重,用橡皮不易擦净的,可先用细砂纸轻轻打磨(见图4-70),而后再用橡皮擦,直至铜箔面光洁如新。
清洁好的印制电路板,最好涂上一层松香溶液作为助焊保护层。松香溶液的配制方法是:将松香碾压成粉末,溶解于2~3倍的酒精中即可。松香溶液浓一些效果较好。使用时,用干净毛笔或小刷子蘸上松香溶液,在印制电路板的铜箔面均匀地涂刷一层,如图4-71所示,然后晾干即可。松香溶液涂层很容易挥发硬结,覆盖在电路板上既是保护层(保护铜箔不再氧化),又是良好的助焊剂。
2.铜引出端及设备金属外壳的处理
对于某些电器设备,例如变压器、继电器等,其铜接线端需要焊接连线的,也应对焊接表面进行清除氧化物处理,一般可用细砂纸轻轻打磨至清洁光亮,如图4-72所示。如果接线端氧化锈蚀较严重,细砂纸不易打磨干净的,可用小锉刀轻轻锉去锈蚀层,如图4-73所示,或用废旧钢锯条的断面轻轻刮除锈蚀层,如图4-74所示。
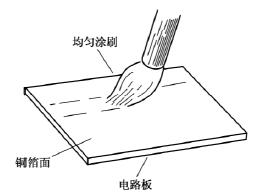
图4-71
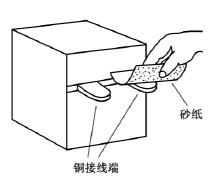
图4-72
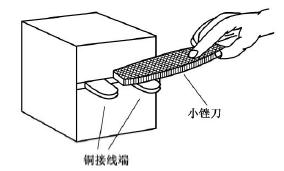
图4-73
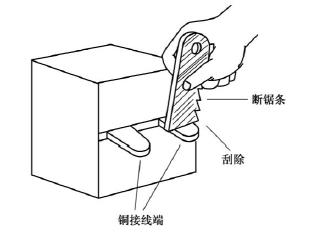
图4-74
二、元器件引脚与导线线头的处理
所有元器件的引脚和连接导线的线头,在焊入电路板之前,都必须清洁后镀上锡。有的元器件出厂时引脚已镀锡的,因长期存放而氧化了,也应重新清洁后镀锡。
1.元器件引脚的处理
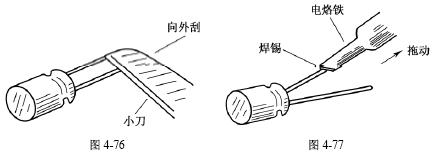
清洁元器件引脚可用橡皮擦拭,如图4-75所示。对于氧化严重的元器件引脚,可用小刀或断锯条等利器将其刮净,如图4-76所示。在用刀刮的过程中应注意旋转元器件引脚,务求将引脚的四周一圈全部刮净。
清洁后的元器件引脚应及时镀上锡,以防再度氧化。操作方法如图4-77所示,电烙铁头部蘸锡后,在松香的助焊作用下,沿元器件引脚拖动,即可在引脚上镀上薄薄的一层焊锡。

图4-75
2.绝缘导线线头的处理
绝缘导线在焊接前,首先应剥去其线头部分的绝缘层,再对其芯线线头部分进行清洁处理。剥除绝缘层可用以下方法。
(1)小剪刀剥除。如图4-78所示,用小剪刀轻轻剪切入导线的绝缘层,同时旋转导线半周以上,使其绝缘层被环切一周。剪切过程中应注意不可伤及芯线。然后用手拉掉线头上的绝缘层即可。对于护套线或电缆,应先按图4-79所示剖开并剪去线头部分最外部的保护层,露出导线,再按图4-78所示方法剥除线头的绝缘层。
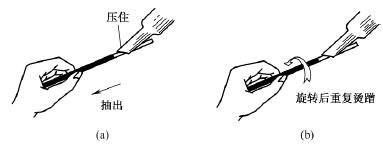
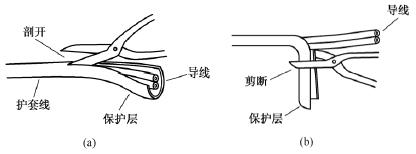
图4-79
(2)钢丝钳剥除。如图4-80所示,用钢丝钳的刀口轻轻切入导线的绝缘层,然后向线头方向拉开,即可拉掉线头部分的绝缘层。钢丝钳剥除法适用于芯线截面较小的绝缘导线。剥除过程中应注意掌握钢丝钳握紧的力度,力度过小不易剥除绝缘层,力度过大则会损伤甚至钳断芯线。
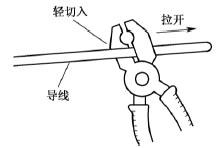
图4-80
(3)电工刀剥除。用电工刀(或其他小刀)在导线需要的部位以45°斜角切入绝缘层,然后转动电工刀刀面以平行于芯线的方向向前推削,将导线需剥除部分绝缘层的上面削去,最后将绝缘层的下面部分扳离芯线,用电工刀齐根切去即可,如图4-81所示。切削过程中应注意不可损伤芯线。
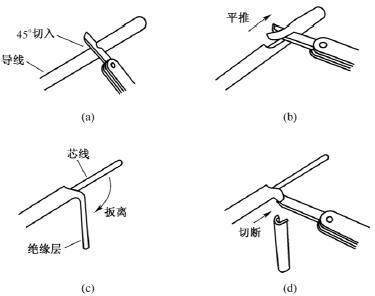
图4-81
剥除了绝缘导线线头部分的绝缘层后,再用细砂纸按图4-82所示清洁芯线线头。
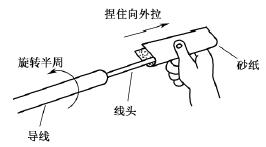
图4-82
3.漆包线与纱包线线头的处理
有一些电感类元器件或线圈是用漆包线或纱包线绕制的,例如:变压器、继电器、接触器、电机绕组等。漆包线是在铜丝外面涂了一层绝缘漆,纱包线则是在单股或多股漆包线外面再缠绕上一层绝缘纱。由于漆皮和纱层都是绝缘的,如果不把这类引脚线上的漆皮和纱层去掉就焊接,表面看是焊起来了,实际上是假焊,电气上并未接通,其结果肯定是失败。因此,焊接前一定要把引脚线上的漆皮和纱层去除干净。
(1)去除漆皮和纱层一般常用刀刮法,用小刀或断锯条将漆皮刮掉,边刮边旋转漆包线一周以上,将线头四周的漆皮刮除干净,如图4-83所示。单股纱包线也可用此法,将纱层与漆皮一起直接刮去。
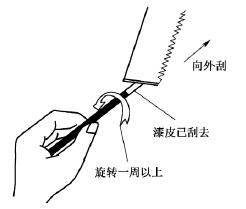
图4-83
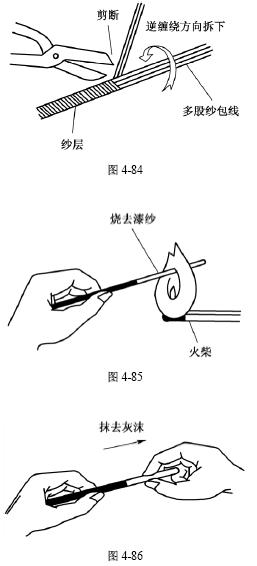
对于多股纱包线,应先将纱层逆缠绕方向拆至所需长度后剪掉,如图4-84所示,然后再按图4-83所示方法刮去漆皮。
(2)去除漆皮和纱层还可用火烧法,用火柴或打火机将线头上的漆皮和纱层烧掉,如图4-85所示。然后如图4-86所示抹去线头上残留的灰沫。对于较细的漆包线和纱包线,注意烧的时间不可太长,以免烧化铜丝。
采用刀刮法或火烧法去除漆皮和纱层后,应即用蘸有焊锡和松香的电烙铁在线头上镀上锡备焊。镀锡方法与元器件引脚镀锡方法相同,如图4-77所示。
(3)很细的漆包线和纱包线,极易被刮断或烧断,可采用烫蹭法处理。如图4-87所示,将线头放在木板上,用蘸有焊锡和松香的电烙铁头部压在线头上,然后将线头抽出[见图4-87(a)],将漆包线或纱包线旋转一个角度后再重复以上动作[见图4-87(b)],直至重复旋转烫蹭漆包线或纱包线一周以上,线头上的漆皮和纱层即被蹭去,线头同时也已镀上了锡。
图4-87
三、焊料与助焊剂的选用
焊料与助焊剂都是焊接中不可缺少的材料,合理选用焊料和助焊剂,是确保焊接质量的重要环节。
1.焊料的选用
焊料的作用是将被焊接的导线或其他金属件牢固地连接在一起。焊料是一种导电性良好的低熔点合金,经电烙铁加热后很容易成为液态,附着在被焊接的金属物体上并填满其周围隙缝,冷却后即恢复固态,保证了接点的长期牢固和导电良好。焊料有锡铅焊料、银焊料、铜焊料等种类,锡铅焊料在一般电工作业中应用较多。焊料可加工成条状、块状或丝状等。焊锡丝,特别是内心灌装有松香粉末(助焊剂)的松香心焊锡丝,由于熔点较低、使用方便,是焊接中的首选焊料。
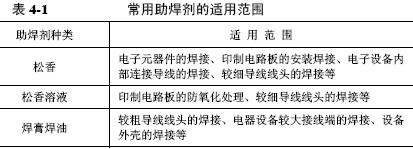
2.助焊剂的选用
助焊剂的作用是改善焊接性能、增强焊接牢固度。助焊剂能够去除金属表面的氧化物并防止其继续氧化,增强焊料与金属表面的活性从而增加浸润能力和附着力。助焊剂有强酸性焊剂、弱酸性焊剂、中性焊剂等种类。电工常用助焊剂有松香、松香溶液、焊膏焊油等,其适用范围如表4-1所示,可根据不同的焊接对象合理选用。焊膏焊油等具有一定的腐蚀性,不可用于焊接电子元器件和电路板,焊接完毕应将焊接处残留的焊膏焊油等擦拭干净。
元器件引脚镀锡时应选用松香作助焊剂。印制电路板上已涂有松香溶液的,元器件焊入时不必再用助焊剂。
四、焊点形状的控制
焊点形状关系到焊接的质量,因此焊接过程中必须方法得当、焊点合格。要焊接出合格的焊点,重点是掌握以下技巧。
1.蘸锡量恰当
焊接时,电烙铁头部蘸锡量要恰当,每次以满足一个焊点的焊接需要为准,不可太少,也不可太多,如图4-88所示。蘸锡量太少将不能一次覆盖焊点,影响焊接牢固度。蘸锡量太多将造成焊点粗大甚至与旁边的电路搭锡短路,还可能在移动电烙铁过程中焊锡下滴造成其他部位短路。
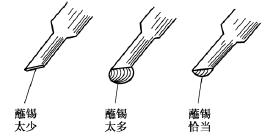
图4-88
2.焊接方法得当
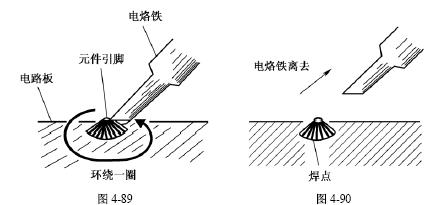
焊接中,每焊接一个焊点时,将蘸了锡的电烙铁头部沿元器件引脚环绕一周,如图4-89所示,使焊锡与元器件引脚和铜箔线条充分接触。电烙铁头部在焊点处再稍停留一下后离开,即可焊出一个光滑牢固的焊点,如图4-90所示。如果电烙铁头部在焊点停留的时间过短,焊不牢固,而且由于助焊剂未能充分挥发,会形成虚焊。如果电烙铁头部在焊点停留的时间过长,则可能使焊锡流散,还会烫坏元器件或烫坏电路板造成电路板上铜箔线条脱落。
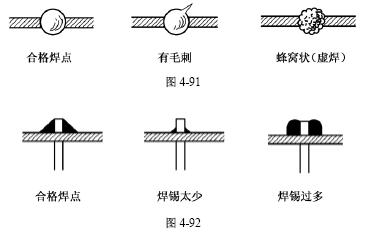
3.对焊点形状的要求
标准的合格焊点应圆而光滑、无毛刺,如图4-91所示。有毛刺的焊点易产生放电干扰,特别是在电压较高、焊点间距较小的情况下。像豆腐渣一样的蜂窝状焊点则是虚焊现象。焊接每个焊点时的用锡量也要掌握适当,如图4-92所示,过少过多都不能保证焊接质量。