ЛЖгЕН
ЛЖгЕНКИНгЪЧжИНЋН№ЪєЃЈКИЮ§ЕШКИСЯЛђЕМЯпБОЩэЃЉШлЛЏШкКЯЖјЪЙЕМЯпСЌНгЁЃЕчЙЄММЪѕжаЕМЯпСЌНгЕФКИНгжжРргаЮ§КИЁЂЕчзшКИЁЂЕчЛЁКИЁЂЦјКИЁЂЧЅКИЕШЁЃ
ЭМ4-61
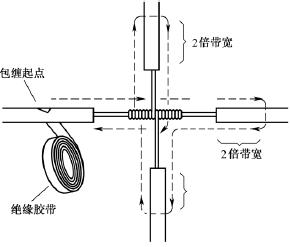
ЃЈ1ЃЉЭЕМЯпНгЭЗЕФЮ§КИЁЃНЯЯИЕФЭЕМЯпНгЭЗПЩгУДѓЙІТЪЃЈР§Шч150WЃЉЕчРгЬњНјааКИНгЁЃКИНгЧАгІЯШЧхГ§ЭаОЯпНгЭЗВПЮЛЕФбѕЛЏВуКЭ№ЄЮлЮяЁЃЮЊдіМгСЌНгПЩППадКЭЛњаЕЧПЖШЃЌПЩНЋД§СЌНгЕФСНИљаОЯпЯШааНЪКЯЃЌдйЭПЩЯЮоЫсжњКИМСЃЌгУЕчРгЬњеККИЮ§НјааКИНгМДПЩЃЌШчЭМ4-62ЫљЪОЁЃКИНгжагІЪЙКИЮ§ГфЗжШлШкЩјШыЕМЯпНгЭЗЗьЯЖжаЃЌКИНгЭъГЩЕФНгЕугІРЮЙЬЙтЛЌЁЃ
ЭМ4-62
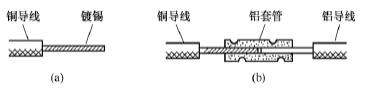
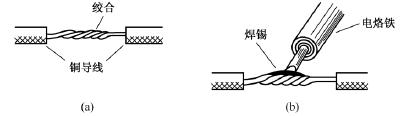
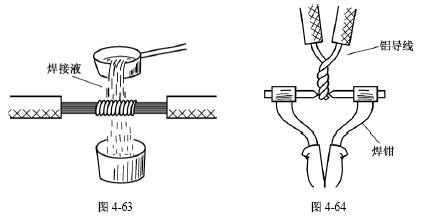
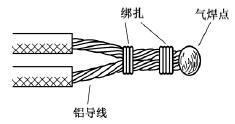
НЯДжЃЈвЛАужИНиУц16mm2вдЩЯЃЉЕФЭЕМЯпНгЭЗПЩгУННКИЗЈСЌНгЁЃННКИЧАЭЌбљгІЯШЧхГ§ЭаОЯпНгЭЗВПЮЛЕФбѕЛЏВуКЭ№ЄЮлЮяЃЌЭПЩЯЮоЫсжњКИМСЃЌВЂНЋЯпЭЗНЪКЯЁЃНЋКИЮ§ЗХдкЛЏЮ§ЙјФкМгШШШлЛЏЃЌЕБШлЛЏЕФКИЮ§БэУцГЪСзЛЦЩЋЫЕУїЮ§вКвбДяЗћКЯвЊЧѓЕФИпЮТЃЌМДПЩНјааННКИЁЃННКИЪБНЋЕМЯпНгЭЗжУгкЛЏЮ§ЙјЩЯЗНЃЌгУФЭИпЮТЩззгЪЂЩЯЮ§вКДгЕМЯпНгЭЗЩЯУцННЯТЃЌШчЭМ4-63ЫљЪОЁЃИеПЊЪМННКИЪБвђЕМЯпНгЭЗЮТЖШНЯЕЭЃЌЮ§вКдкНгЭЗВПЮЛВЛЛсКмКУЩјШыЃЌгІЗДИДННКИЃЌжБжСЭъШЋКИРЮЮЊжЙЁЃННКИЕФНгЭЗБэУцвВгІЙтНрЦНЛЌЁЃ
ЃЈ2ЃЉТСЕМЯпНгЭЗЕФКИНгЁЃТСЕМЯпНгЭЗЕФКИНгвЛАуВЩгУЕчзшКИЛђЦјКИЁЃЕчзшКИЪЧжИгУЕЭЕчбЙДѓЕчСїЭЈЙ§ТСЕМЯпЕФСЌНгДІЃЌРћгУЦфНгДЅЕчзшВњЩњЕФИпЮТИпШШНЋЕМЯпЕФТСаОЯпШлНгдквЛЦ№ЁЃЕчзшКИгІЪЙгУЬиЪтЕФНЕбЙБфбЙЦїЃЈ1kVAЁЂГѕМЖ220VЁЂДЮМЖ6ЁЋ12VЃЉЃЌХфвдзЈгУКИЧЏКЭЬМАєЕчМЋЃЌШчЭМ4-64ЫљЪОЁЃ
ЦјКИЪЧжИРћгУЦјКИЧЙЕФИпЮТЛ№бцЃЌНЋТСаОЯпЕФСЌНгЕуМгШШЃЌЪЙД§СЌНгЕФТСаОЯпЯрЛЅШлШкСЌНгЁЃЦјКИЧАгІНЋД§СЌНгЕФТСаОЯпНЪКЯЃЌЛђгУТСЫПЛђЬњЫПАѓдњЙЬЖЈЃЌШчЭМ4-65ЫљЪОЁЃ
ЭМ4-65
Ш§ЁЂЕМЯпСЌНгДІЕФОјдЕДІРэ
ЮЊСЫНјааСЌНгЃЌЕМЯпСЌНгДІЕФОјдЕВувбБЛШЅГ§ЁЃЕМЯпСЌНгЭъГЩКѓЃЌБиаыЖдЫљгаОјдЕВувбБЛШЅГ§ЕФВПЮЛНјааОјдЕДІРэЃЌвдЛжИДЕМЯпЕФОјдЕадФмЃЌЛжИДКѓЕФОјдЕЧПЖШгІВЛЕЭгкЕМЯпдгаЕФОјдЕЧПЖШЁЃ
ЕМЯпСЌНгДІЕФОјдЕДІРэЭЈГЃВЩгУОјдЕНКДјНјааВјЙќАќдњЁЃвЛАуЕчЙЄГЃгУЕФОјдЕДјгаЛЦРЏДјЁЂЕгТкБЁФЄДјЁЂКкНКВМДјЁЂЫмСЯНКДјЁЂЯ№НКНКДјЕШЁЃОјдЕНКДјЕФПэЖШГЃгУ20mmЕФЃЌЪЙгУНЯЮЊЗНБуЁЃ
1ЃЎвЛАуЕМЯпНгЭЗЕФОјдЕДІРэ
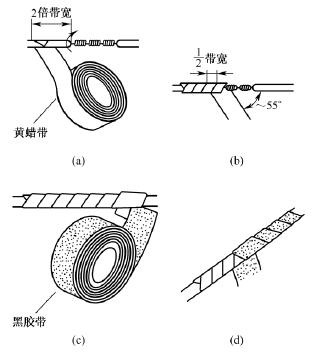
вЛзжаЮСЌНгЕФЕМЯпНгЭЗПЩАДЭМ4-66ЫљЪОНјааОјдЕДІРэЃЌЯШАќВјвЛВуЛЦРЏДјЃЌдйАќВјвЛВуКкНКВМДјЁЃНЋЛЦРЏДјДгНгЭЗзѓБпОјдЕЭъКУЕФОјдЕВуЩЯПЊЪМАќВјЃЌАќВјСНШІКѓНјШыАўГ§СЫОјдЕВуЕФаОЯпВПЗж[МћЭМ4-66(a)]ЁЃАќВјЪБЛЦРЏДјгІгыЕМЯпГЩ55°зѓгвЧуаБНЧЃЌУПШІбЙЕўДјПэЕФ1/2[МћЭМ4-66(b)]ЃЌжБжСАќВјЕННгЭЗгвБпСНШІОрРыЕФЭъКУОјдЕВуДІЁЃШЛКѓНЋКкНКВМДјНгдкЛЦРЏДјЕФЮВЖЫЃЌАДСэвЛаБЕўЗНЯђДггвЯђзѓАќВј[МћЭМ4-66(c)ЁЂЭМ4-66(d)]ЃЌШдУПШІбЙЕўДјПэЕФ1/2ЃЌжБжСНЋЛЦРЏДјЭъШЋАќВјзЁЁЃАќВјДІРэжагІгУСІРНєНКДјЃЌзЂвтВЛПЩЯЁЪшЃЌИќВЛФмТЖГіаОЯпЃЌвдШЗБЃОјдЕжЪСПКЭгУЕчАВШЋЁЃЖдгк220VЯпТЗЃЌвВПЩВЛгУЛЦРЏДјЃЌжЛгУКкНКВМДјЛђЫмСЯНКДјАќВјСНВуЁЃдкГБЪЊГЁЫљгІЪЙгУОлТШввЯЉОјдЕНКДјЛђЕгТкОјдЕНКДјЁЃ
ЭМ4-66
2ЃЎTзжЗжжЇНгЭЗЕФОјдЕДІРэ
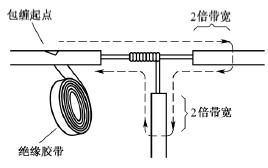
ЕМЯпЗжжЇНгЭЗЕФОјдЕДІРэЛљБОЗНЗЈЭЌЩЯЃЌTзжЗжжЇНгЭЗЕФАќВјЗНЯђШчЭМ4-67ЫљЪОЃЌзпвЛИіTзжаЮЕФРДЛиЃЌЪЙУПИљЕМЯпЩЯЖМАќВјСНВуОјдЕНКДјЃЌУПИљЕМЯпЖМгІАќВјЕНЭъКУОјдЕВуЕФСНБЖНКДјПэЖШДІЁЃ
ЭМ4-67
3ЃЎЪЎзжЗжжЇНгЭЗЕФОјдЕДІРэ
ЖдЕМЯпЕФЪЎзжЗжжЇНгЭЗНјааОјдЕДІРэЪБЃЌАќВјЗНЯђШчЭМ4-68ЫљЪОЃЌзпвЛИіЪЎзжаЮЕФРДЛиЃЌЪЙУПИљЕМЯпЩЯЖМАќВјСНВуОјдЕНКДјЃЌУПИљЕМЯпвВЖМгІАќВјЕНЭъКУОјдЕВуЕФСНБЖНКДјПэЖШДІЁЃ