ЛЖгЕН
ЛЖгЕНКИСЯгыжњКИМСЖМЪЧКИНгжаВЛПЩШБЩйЕФВФСЯЃЌКЯРэбЁгУКИСЯКЭжњКИМСЃЌЪЧШЗБЃКИНгжЪСПЕФживЊЛЗНкЁЃ
1ЃЎКИСЯЕФбЁгУ
КИСЯЕФзїгУЪЧНЋБЛКИНгЕФЕМЯпЛђЦфЫћН№ЪєМўРЮЙЬЕиСЌНгдквЛЦ№ЁЃКИСЯЪЧвЛжжЕМЕчадСМКУЕФЕЭШлЕуКЯН№ЃЌОЕчРгЬњМгШШКѓКмШнвзГЩЮЊвКЬЌЃЌИНзХдкБЛКИНгЕФН№ЪєЮяЬхЩЯВЂЬюТњЦфжмЮЇЯЖЗьЃЌРфШДКѓМДЛжИДЙЬЬЌЃЌБЃжЄСЫНгЕуЕФГЄЦкРЮЙЬКЭЕМЕчСМКУЁЃКИСЯгаЮ§ЧІКИСЯЁЂвјКИСЯЁЂЭКИСЯЕШжжРрЃЌЮ§ЧІКИСЯдквЛАуЕчЙЄзївЕжагІгУНЯЖрЁЃКИСЯПЩМгЙЄГЩЬѕзДЁЂПщзДЛђЫПзДЕШЁЃКИЮ§ЫПЃЌЬиБ№ЪЧФкаФЙрзАгаЫЩЯуЗлФЉЃЈжњКИМСЃЉЕФЫЩЯуаФКИЮ§ЫПЃЌгЩгкШлЕуНЯЕЭЁЂЪЙгУЗНБуЃЌЪЧКИНгжаЕФЪзбЁКИСЯЁЃ
2ЃЎжњКИМСЕФбЁгУ
жњКИМСЕФзїгУЪЧИФЩЦКИНгадФмЁЂдіЧПКИНгРЮЙЬЖШЁЃжњКИМСФмЙЛШЅГ§Н№ЪєБэУцЕФбѕЛЏЮяВЂЗРжЙЦфМЬајбѕЛЏЃЌдіЧПКИСЯгыН№ЪєБэУцЕФЛюадДгЖјдіМгНўШѓФмСІКЭИНзХСІЁЃжњКИМСгаЧПЫсадКИМСЁЂШѕЫсадКИМСЁЂжаадКИМСЕШжжРрЁЃЕчЙЄГЃгУжњКИМСгаЫЩЯуЁЂЫЩЯуШмвКЁЂКИИрКИгЭЕШЃЌЦфЪЪгУЗЖЮЇШчБэ4-1ЫљЪОЃЌПЩИљОнВЛЭЌЕФКИНгЖдЯѓКЯРэбЁгУЁЃКИИрКИгЭЕШОпгавЛЖЈЕФИЏЪДадЃЌВЛПЩгУгкКИНгЕчзгдЊЦїМўКЭЕчТЗАхЃЌКИНгЭъБЯгІНЋКИНгДІВаСєЕФКИИрКИгЭЕШВСЪУИЩОЛЁЃ
дЊЦїМўв§НХЖЦЮ§ЪБгІбЁгУЫЩЯузїжњКИМСЁЃгЁжЦЕчТЗАхЩЯвбЭПгаЫЩЯуШмвКЕФЃЌдЊЦїМўКИШыЪБВЛБидйгУжњКИМСЁЃ
ЫФЁЂКИЕуаЮзДЕФПижЦ
КИЕуаЮзДЙиЯЕЕНКИНгЕФжЪСПЃЌвђДЫКИНгЙ§ГЬжаБиаыЗНЗЈЕУЕБЁЂКИЕуКЯИёЁЃвЊКИНгГіКЯИёЕФКИЕуЃЌжиЕуЪЧеЦЮевдЯТММЧЩЁЃ
1ЃЎеКЮ§СПЧЁЕБ
КИНгЪБЃЌЕчРгЬњЭЗВПеКЮ§СПвЊЧЁЕБЃЌУПДЮвдТњзувЛИіКИЕуЕФКИНгашвЊЮЊзМЃЌВЛПЩЬЋЩйЃЌвВВЛПЩЬЋЖрЃЌШчЭМ4-88ЫљЪОЁЃеКЮ§СПЬЋЩйНЋВЛФмвЛДЮИВИЧКИЕуЃЌгАЯьКИНгРЮЙЬЖШЁЃеКЮ§СПЬЋЖрНЋдьГЩКИЕуДжДѓЩѕжСгыХдБпЕФЕчТЗДюЮ§ЖЬТЗЃЌЛЙПЩФмдквЦЖЏЕчРгЬњЙ§ГЬжаКИЮ§ЯТЕЮдьГЩЦфЫћВПЮЛЖЬТЗЁЃ
ЭМ4-88
2ЃЎКИНгЗНЗЈЕУЕБ
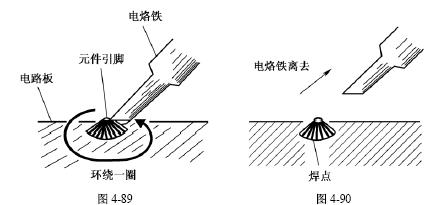
КИНгжаЃЌУПКИНгвЛИіКИЕуЪБЃЌНЋеКСЫЮ§ЕФЕчРгЬњЭЗВПбидЊЦїМўв§НХЛЗШЦвЛжмЃЌШчЭМ4-89ЫљЪОЃЌЪЙКИЮ§гыдЊЦїМўв§НХКЭЭВЯпЬѕГфЗжНгДЅЁЃЕчРгЬњЭЗВПдкКИЕуДІдйЩдЭЃСєвЛЯТКѓРыПЊЃЌМДПЩКИГівЛИіЙтЛЌРЮЙЬЕФКИЕуЃЌШчЭМ4-90ЫљЪОЁЃШчЙћЕчРгЬњЭЗВПдкКИЕуЭЃСєЕФЪБМфЙ§ЖЬЃЌКИВЛРЮЙЬЃЌЖјЧвгЩгкжњКИМСЮДФмГфЗжЛгЗЂЃЌЛсаЮГЩащКИЁЃШчЙћЕчРгЬњЭЗВПдкКИЕуЭЃСєЕФЪБМфЙ§ГЄЃЌдђПЩФмЪЙКИЮ§СїЩЂЃЌЛЙЛсЬЬЛЕдЊЦїМўЛђЬЬЛЕЕчТЗАхдьГЩЕчТЗАхЩЯЭВЯпЬѕЭбТфЁЃ
3ЃЎЖдКИЕуаЮзДЕФвЊЧѓ
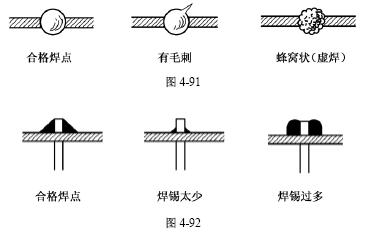
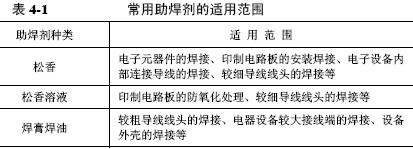
БъзМЕФКЯИёКИЕугІдВЖјЙтЛЌЁЂЮоУЋДЬЃЌШчЭМ4-91ЫљЪОЁЃгаУЋДЬЕФКИЕувзВњЩњЗХЕчИЩШХЃЌЬиБ№ЪЧдкЕчбЙНЯИпЁЂКИЕуМфОрНЯаЁЕФЧщПіЯТЁЃЯёЖЙИЏдќвЛбљЕФЗфЮбзДКИЕудђЪЧащКИЯжЯѓЁЃКИНгУПИіКИЕуЪБЕФгУЮ§СПвВвЊеЦЮеЪЪЕБЃЌШчЭМ4-92ЫљЪОЃЌЙ§ЩйЙ§ЖрЖМВЛФмБЃжЄКИНгжЪСПЁЃ